2026-05-22
2026-05-22 Breathnaíonn an earraigh gáis go mealltach simplí - sorcóir brú le slat sleamhnáin. Ach ní mór gach dromchla a shéalaíonn, a threoraíonn nó a iompraíonn ualach a mheaisíniú de réir sonraíochtaí cruinne. Caill trastomhas tolladh fiú cúpla céadú de milliméadar agus fuilíonn gás nítrigine thar na rónta, cailleann an earraigh a fhórsa rátáilte, agus diúltaíonn custaiméir OEM an bhaisc iomlán. Meaisínithe CNC earrach gáis feithicleach mar sin tá sé ar cheann de na próisis sin nach féidir lamháltais a phlé, agus bíonn iarmhairt iartheachtacha ag gach cinneadh maidir le bealach uirlisí ar shaolré an táirge.
Téann an t-alt seo ar aghaidh trí na hoibríochtaí meaisínithe criticiúla, na hábhair, na ceanglais lamháltais, agus na céimeanna críochnú dromchla a bhaineann le comhpháirteanna earrach gáis ardchaighdeáin a mhonarú - cibé an bhfuil tú ag lua reáchtáil táirgeachta nó ag dearadh páirteanna le haghaidh monaraíochta.
Tá roinnt comhpháirteanna meaisínithe i dtionól earrach gáis feithicleach, agus tá feidhm shainiúil agus criticiúlacht tríthoiseach ag gach ceann díobh. Is fusa an próiseas agus na lamháltais chearta a shonrú ón tús nuair a thuigtear cad a dhéanann gach cuid.
Is é an sorcóir an tithíocht sheachtrach - de ghnáth feadán cruach gan uaim nó alúmanam a choinníonn nítrigin faoi bhrú. Díríonn oibríochtaí CNC anseo ar chríochnú tuirlingthe agus meaisínithe aghaidh deiridh. Ní mór an tolladh inmheánach a ghreamú nó a chríochnú chun an trastomhas ceart agus garbhús an dromchla a bhaint amach íseal go leor chun go sleamhnódh na rónta loine gan cuimilte ná ró-chaitheamh. Is gnách go mbíonn trastomhais inmheánacha i sorcóirí earrach gáis feithicleach idir 10 mm agus 60 mm, agus lamháltais tollaidh sa raon H7 (go hiondúil ±0.010–0.025 mm ag brath ar an trastomhas).
Is í an tslat loine an chomhpháirt aonair is tábhachtaí ó thaobh toise de. Caithfidh sé a bheith díreach laistigh de theorainneacha daingean, trastomhas a bheith coinnithe aige chun lamháltais a dhúnadh maidir le feistiú róin, agus bailchríoch dromchla a iompar a sheasann do chaitheamh agus do chreimeadh. Táirgeann casadh CNC an tslat bán; Is céimeanna caighdeánacha iar-mheaisínithe iad meilt gan lár agus crua chrome plating nó nitrocarburizing. De ghnáth ritheann trastomhais slat ó 6 mm go 28 mm in iarratais feithicleach, agus is féidir le diallais dhíreacha níos faide ná 0.05 mm thar 300 mm dá fhad a bheith ina chúis le ceangailteach loine agus teip róin luathaithe.
Déantar an loine féin a mheaisíniú chun an tolladh a fheistiú le himréiteach rialaithe. Iompraíonn sé céimseata an phasáiste gáis - eiteacha, poill, nó próifílí céimnithe - a rialaíonn iompar sreabhadh gáis le linn comhbhrú agus síneadh. Cruthaíonn oibríochtaí casadh agus muilleoireachta CNC na gnéithe seo. Athraíonn aon burr a fhágtar i bpasáiste gáis nó i gcroim róin saintréithe an tsreafa agus bíonn baol ann go ndéanfar damáiste do shéala le linn cóimeála.
Déanann an treoir slat a ailíniú agus a thacaíonn leis an slat loine ag deireadh oscailte an sorcóra. Teastaíonn ID atá leamh go beacht leis chun trastomhas an tslat a mheaitseáil agus OD chun tolladh an tsorcóra a fheistiú gan súgradh. Is minic a dhéantar caipíní deiridh le haghaidh dearaí séalaithe a chromadh nó a shnáithiú i bhfeidhm, mar sin céimseata snáithe agus ábhar cearnógach aghaidhe le haghaidh cóimeála saor ó sceitheadh. De ghnáth déantar na páirteanna seo a iompú le CNC i cruach nó plaistigh innealtóireachta treisithe le hiatáin miotail.
Bíonn tionchar ag rogha ábhar ar gach cinneadh meaisínithe iartheachtacha — luasanna gearrtha, roghnú uirlisí, modhanna críochnú dromchla, agus critéir iniúchta deiridh. Déantar comhpháirteanna earrach gáis feithicleach den chuid is mó ó shraith bheag ábhar, agus tá tréithe meaisínithe aitheanta ag gach ceann acu.
| Comhpháirt | Ábhar tipiciúla | Buncheist maidir le Meaisínithe |
|---|---|---|
| Feadán sorcóir | Cruach gan uaim fuartharraingthe (m.sh., ST52, E235) | Laghdaíonn tolladh réamh-tharraingt meaisínithe inmheánach; críochnaigh honing bhaint amach Ra deiridh |
| Slat loine | Cruach carbóin cás-chruaite (m.sh., C45, 42CrMo4) | Cróimiam crua nó nítriding tar éis casadh CNC; meilt go trastomhas deiridh |
| loine | Sinc dísleáite, cruach, nó polaiméir POM | Ní mór páirteanna dísle a chaitheamh ag casadh; ní mór teas íseal, uirlisí géar a bheith ag páirteanna polaiméire |
| Slat treoir / caipín deiridh | Prás, alúmanam, nó cruach | meaisíní práis faoi shaoirse; éilíonn alúmanam fuaraitheoir tuilte le haghaidh cáilíocht an dromchla |
| Leaganacha éadroma | Cóimhiotal alúmanaim (m.sh., 6061-T6, 7075) | Rátaí beathaithe arda is féidir; anodizing ag teastáil le haghaidh cosanta creimeadh |
Is é cruach an rogha is mó fós le haghaidh comhpháirteanna struchtúracha mar gheall ar a neart teanntachta ard agus a iompar tuirse a thuigeann go maith faoi ualaí brú timthriallacha gáis. Úsáidtear cóimhiotail alúmanaim níos minice i bhfeidhmiúcháin cairr paisinéara atá íogair ó thaobh meáchain - is sampla tipiciúil iad teaghráin chlúdaigh an truflais - nuair a cheadaíonn an brú oibriúcháin níos ísle codanna balla níos tanaí agus trastomhais slata níos lú. I gcás aon chomhpháirt earrach gáis alúmanaim, tá anodizing nó sciath crua éigeantach chun cosc a chur ar chreimeadh fretting ag an gcomhéadan slat-róin.
Tá feidhmíocht earrach gáis á rialú go díreach ag an gcaidreamh tríthoiseach idir an tslat loine, an sorcóir sorcóir, agus na heilimintí ina saothraítear rónta. Trí lamháltais a shonrú ró-scaoilte bíonn baol ann sceitheadh agus saol seirbhíse gearr; iad a shonrú níos déine ná mar is gá thiomáineann suas costas meaisínithe gan cur luach feidhme. Tugann an tábla thíos achoimre ar spriocanna lamháltais phraiticiúla do na príomh-chomhéadain oiriúnachta.
| Comhéadan | Cineál Fit | Caoinfhulaingt tipiciúla (trastomhas) | Cuspóir |
|---|---|---|---|
| Slat loine OD / seal ID | Rith dúnta (f7/H7) | ±0.010–0.015 mm | Cinntíonn sé teagmháil róin gan tarraing slat |
| tolladh sorcóir / loine OD | Imréiteach (H7/e8) | imréiteach 0.020–0.060 mm | Ligeann sé taisteal loine gan teagmháil miotail |
| Slat treoir OD / sorcóir tolladh | Idirbhliain (H7/js6) | 0–0.015 mm | Cosc ar rocadh treorach; caomhnaíonn ailíniú slat |
| Snáithe ar caipín deireadh | 6H / 6g caighdeánach | ISO méadrach, meán oiriúnach | Séalaithe faoi bhrú; éascaíocht tionóil |
Le haghaidh toisí tollaidh criticiúla, Is annamh a bhíonn casadh CNC ina n-aonar mar an oibríocht deiridh . Cuireann Honing an teaglaim de chruinneas tríthoiseach agus leagan dromchla rialaithe a theastaíonn ó na rónta – díghrádaíonn tolladh casta ag Ra 0.8 µm an saol róin i gcomparáid le dromchla honed ag Ra 0.2–0.4 µm. Tá trastomhais an tslat loine mar an gcéanna críochnaithe tar éis casadh, agus tá an banna lamháltais deiridh h6 nó f7 ag an gcéim mheilt atá ag teastáil le haghaidh rannpháirtíocht róin chuí.
Níos faide ná trastomhas, éilíonn comhpháirteanna earrach gáis earráidí foirm a rialú. Cruthóidh tolladh atá laistigh de lamháltas trastomhais ach go suntasach lasmuigh den bhabhta comhbhrú séala míchothrom, rud a fhágann go mbeidh cosáin logánta sceite. Is gnách go mbíonn na ceanglais chruinneachta maidir le tolladh sorcóra i dtáirgeadh earrach gáis feithicleach 0.003-0.008 mm (3-8 µm), rud is féidir a bhaint amach le casadh CNC ardchaighdeáin agus lí ar mheaisín tiomnaithe ina dhiaidh sin. Sorcóireacht - an teaglaim de roundness agus straightness thar an fad tollta iomlán - is tábhachtaí maidir le sorcóirí níos faide nuair is féidir le fás teirmeach le linn meaisínithe earráidí bairille nó barrchaolaithe a thabhairt isteach.
Sonraítear luachanna gharbhachta dromchla mar Ra (gairbhe meánach uimhríochtúil) agus ní mór iad a fhíorú le próifílmhéadar, gan a bheith measta le hamharciniúchadh. Tá spriocanna ar leith ag dromchlaí oibre tolladh an tsorcóra agus an tslat loine:

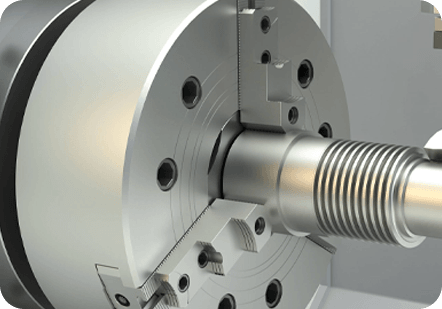
Déanann céimseata sorcóireach comhpháirteanna earrach gáis CNC an próiseas déantúsaíochta ceannasach a chasadh. Tá ionaid chasaidh CNC nua-aimseartha - go háirithe meaisíní dhá fhearsaid, dhá thuiréad - oiriúnach go maith do tháirgeadh earrach gáis feithicleach toisc gur féidir leo cuid a chomhlánú in aon socrú amháin, rud a chuireann deireadh leis na hearráidí athdheisiúcháin a dhíghrádaíonn comhlárnacht idir an tolladh agus an trastomhas seachtrach.
De ghnáth déantar slata loine a tháirgeadh ó stoc barra ar deil CNC le friothálacha barra. Áirítear leis an seicheamh casadh casadh garbh OD, snáithiú ag deireadh an cheangail, foghearradh le haghaidh fáinní Léim nó grooves séala, agus chamfering. Toisc gurb é stoc na mbarraí an t-ábhar tosaigh, díreach atá na hábhair ag teacht isteach — cuireann stoc barraí báite isteach rith amach a iompraíonn anonn go dtí an tslat chríochnaithe agus ní féidir é a cheartú ach trí mheilt gan lár. Ag sonrú straightness an barra amh go dtí laistigh de 0.5 mm in aghaidh an mhéadair roimh meaisínithe cosc ar athoibriú le sruth.
Is táirgí ard-toirte iad comhpháirteanna earrach gáis. Teastaíonn amanna rothaíochta sa raon 30-90 soicind in aghaidh na coda ó sholáthraithe OEM feithicleach a tháirgeann na mílte sorcóir in aghaidh na míosa chun a bheith iomaíoch ó thaobh costais de. Tugann ionaid casadh CNC cúpla-turret aghaidh ar seo trí dhá ghné a mheaisíniú go comhuaineach - mar shampla, an OD a chasadh go garbh agus an ID a chríochnú - ag gearradh amanna timthriallta 30-50% i gcomparáid le hoibríochtaí seicheamhach ar mheaisín aon turret. Laghdaíonn oibríocht lasnairde thar oíche le beathú barraí uathoibrithe agus bailiú páirteanna tuilleadh an costas in aghaidh an phíosa ar ritheanna ardtoirte.
Éilíonn roinnt dearaí earrach gáis calafoirt gathacha, poill líonta tras-druileáilte, nó árasáin meilte ar an taobh sorcóra le haghaidh rannpháirtíocht uirlisí cóimeála. Láimhseálann ionad casadh CNC le huirlisiú beo na gnéithe seo sa socrú céanna leis na hoibríochtaí casadh, ag seachaint oibríocht muilleoireachta CNC tánaisteach. Tá sé seo tábhachtach go háirithe maidir le calafoirt líonta gáis - poill le trastomhas beag a dhruileáiltear go gathach isteach sa bhalla sorcóra - nuair a chuireann cruinneas an tsuímh i gcoibhneas leis an lárlíne tollta isteach ar fheisteas an phlocóid shéalaithe.
Ní beagnach riamh na dromchlaí amh meaisínithe CNC an coinníoll dromchla deiridh do chomhpháirteanna earrach gáis na ngluaisteán. Tiomáineann ceanglais feidhmíochta creimthe, caitheamh agus cuimilte go léir cóireálacha iar-mheaisínithe nach mór cuntas a thabhairt orthu sna toisí meaisínithe bunaidh.
Is é chrome crua an chóireáil dromchla is coitianta le haghaidh slata loine. Cuirtear gnáthchiseal chrome 10–25 µm i dtaisce tar éis meilt, ansin meilte arís go dtí an trastomhas deiridh. Baineann an seicheamh "pláta agus meilte" seo amach an cruas dromchla (900-1000 HV) a theastaíonn chun caitheamh róin a sheasamh agus an bailchríoch Ra 0.1 µm a theastaíonn le haghaidh oibríocht íseal-fhrithchuimilte. Cuireann Chrome le trastomhas an tslat, mar sin ní mór an trastomhas talún réamh-chrome a ríomh chun tuirlingthe laistigh den chaoinfhulaingt tar éis an taisce chrome - céim a éilíonn rialú próiseas plating comhsheasmhach agus dlúthchumarsáid idir an siopa meaisínithe agus an áis plating.
Maidir le hiarratais ina bhfuil srian le cróimphlátáil mar gheall ar rialacháin chomhshaoil (tá cróim heicsfhiúsacha faoi réir srianta REACH san Eoraip), is é nitrocarburizing — ar a dtugtar freisin nitrocarburizing ferritic nó cóireáil Tenifer/Melonite — an rogha eile. Déanann an próiseas idirleathadh nítrigine agus carbóin isteach sa dromchla cruach chun ciseal crua cumaisc 10-20 µm tiubh a dhéanamh, in éineacht le crios idirleata níos doimhne a mhéadaíonn neart tuirse. Murab ionann agus chrome plating, táirgeann nitrocarburizing athrú tríthoiseach íosta (go hiondúil faoi 5 µm fás), agus mar sin is féidir slata teann-fhulaingt a phróiseáil go minic gan chéim meilt iarchóireála. Tá friotaíocht creimeadh den scoth ag an dromchla mar thoradh air agus cuma liath dorcha.
Faigheann bores sorcóir líofa tar éis casadh CNC chun an trastomhas deiridh, an cruinneas agus an uigeacht dromchla a bhaint amach ag an am céanna. Ardchlár líofa — próiseas líofa dhá chéim ag baint úsáide as cloch níos garbh agus cloch mhíne críochnúil ina dhiaidh sin - cruthaítear dromchla le gleannta éadomhain chun ola a choinneáil agus beanna leacaithe a chuireann in aghaidh caitheamh. Déantar an phróifíl seo a thomhas de réir paraiméadair Rk (doimhneacht garbh croí, buaicairde laghdaithe, doimhneacht ghleann laghdaithe) seachas luachanna Ra simplí, agus ba cheart é a shonrú ar líníochtaí d'fheidhmchláir tollaidh criticiúla. Leathnaíonn bores ardchláir saolré an tséala go mór i gcomparáid le dromchlaí díreacha nó dromchlaí céimnithe aonchéime.
Is gnách go ndéantar feadáin sorcóra agus comhpháirteanna cruach struchtúracha nach dteastaíonn dromchla caitheamh orthu a leictreaphlátáilte le haghaidh cosaint creimeadh. Cuireann since-nicil (cion nicil 12-15%) friotaíocht spraeála salainn i bhfad níos fearr ná an gnáthphlátáil since - go hiondúil 720-1000 uair an chloig le meirge dearg i dtástáil spraeála neodrach salainn i gcomparáid le 120-240 uair an chloig le haghaidh since amháin. Maidir le spriongaí gáis taobh amuigh feithicleach nó underbody atá faoi lé salann bóthair agus taise, tá an fheidhmíocht creimeadh seo ag teastáil de réir fhormhór na sonraíochtaí OEM.
Feidhmíonn meaisínithe earrach gáis feithicleach faoi chórais cháilíochta daingean, go hiondúil IATF 16949 nó ISO 9001 le riachtanais chustaiméirí a bhaineann go sonrach le gluaisteáin. Ní geata deiridh í an chigireacht — déantar í a chomhtháthú sa sreabhadh táirgeachta trí rialú próisis staidrimh agus trí thomhas inphróiseas.
Is é tomhsaire aeir an modh is fearr le haghaidh iniúchta ard-toirte trastomhais toisc go bhfuil sé tapa (tomhais laistigh de 2 soicind), neamhtheagmhála, agus an-athráite. Tomhaiseann fearsaid tomhsaire aeir a chuirtear isteach sa tolladh nó a chuirtear timpeall ar shlat an cúlbhrú aeir, a bhfuil baint dhíreach aige leis an trastomhas trí mháistir calabrúcháin. Go hiondúil déantar tomhasairí aeir a chomhtháthú isteach sa chill casadh CNC agus mar sin déantar gach cuid a thomhas roimh dhíluchtú, rud a chumasaíonn aiseolas fíor-ama ar chóras cúitimh fhritháireamh an uirlis mheaisín.
Úsáidtear cigireacht ar Mheaisín Tomhais Comhordanáidí (CMM) le haghaidh ceadú an chéad earra, iniúchtaí tréimhsiúla, agus aon ghnéithe nach féidir le haermhéadair a thomhas go héasca — lena n-áirítear trastomhas tuinairde na snáithe, ingearachacht an tollaidh le aghaidh, agus suíomh na bpoll trasdruileáilte. Go hiondúil déantar cláir CMM do chomhpháirteanna earraigh gáis a scríobh chun na glaonna amach líníochta GD&T a mheaitseáil, agus cuirtear na tuarascálacha tomhais a eascraíonn as seo faoi bhráid an chustaiméara mar chuid den Phróiseas Ceadú Páirteanna Táirgthe (PPAP).
Tar éis cóimeála, is cleachtas caighdeánach é tástáil sceite 100% le haghaidh spriongaí gáis feithicleach. Úsáideann an modh is coitianta mais-speictriméadracht héiliam nó tástáil difreálach ar lobhadh brú. Tá tástáil brú difreálach níos praiticiúla maidir le táirgeadh ard-toirte - déantar an t-earrach cóimeáilte a bhrú go brú tástála, scoite amach, agus cuirtear aon titim brú thar thréimhse socraithe (10-30 soicind go hiondúil) i gcomparáid le tairseach diúltaithe. Is féidir le tástáil dea-chalabraithe um lobhadh brú a bhrath go hiontaofa rátaí sceite faoi bhun 1 cc/nóiméad nítrigine ag brú oibre.
Is féidir le hinnealtóirí deartha a shonraíonn comhpháirteanna earrach gáis feithicleach costas meaisínithe a laghdú go mór trí roinnt rialacha praiticiúla a leanúint. Ní chuireann siad seo isteach ar fheidhm - ailíníonn siad an dearadh le cumais nádúrtha casadh CNC agus próisis ghaolmhara.
Tá Fenglan Déantóir Páirteanna Beachtais Leictreach sa tSín, Déantóirí Páirteanna Beachtais Feithicleach agus Soláthraithe Páirteanna Beachtais Tionscail. Do Chomhpháirtí Iontaofa i Déantúsaíocht Páirteanna agus Comhpháirteanna ó 2010 i leith
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: Uimh.60, Bóthar Zhuanghe Thoir, Baile Chunjiang, Sráidbhaile Wei, Dúiche Xinbei, Cathair Changzhou, an tSín
Add: Uimh.60, Bóthar Zhuanghe Thoir, Baile Chunjiang, Sráidbhaile Wei, Dúiche Xinbei, Cathair Changzhou, an tSín  Príobháideacht
Príobháideacht



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17